
WIP façon n'Espi!
53 messages • Page 2 sur 4 • 1, 2, 3, 4
Re: WIP façon n'Espi!
![]() par Forgeron68 » 15 Déc 2019 18:06
par Forgeron68 » 15 Déc 2019 18:06
Je fait vite le pinpin de Nowel avec mes petits, et j'arrive
-

Forgeron68 - Messages: 262
- Inscrit le: 03 Mai 2015 17:31
Re: WIP façon n'Espi!
![]() par Bebert » 15 Déc 2019 18:22
par Bebert » 15 Déc 2019 18:22
Vite !
On est capable de gueuler plus fort que des gosses hein !
On est capable de gueuler plus fort que des gosses hein !
-
Bebert - Messages: 1664
- Inscrit le: 28 Avr 2019 17:25
- Localisation: von gogues
Re: WIP façon n'Espi!
![]() par Gros Ours » 15 Déc 2019 18:26
par Gros Ours » 15 Déc 2019 18:26
Toujours aussi instructif sur les petits tours de mains.
C'est chouette de reprendre le flambeau des Wip de Noël.
Bravo et vivement la suite.
C'est chouette de reprendre le flambeau des Wip de Noël.
Bravo et vivement la suite.
-

Gros Ours - Messages: 859
- Inscrit le: 01 Juin 2009 09:58
Re: WIP façon n'Espi!
![]() par Forgeron68 » 15 Déc 2019 19:45
par Forgeron68 » 15 Déc 2019 19:45
Merci à tous pour vos encouragements, ça fait plaisir étant donné que c'est la première fois que je me lance dans un truc pareil
C'est le but
Ça va, j'ai connu pire

Les miens je les met au coin...
Ce ne sont que des idées prises sur le forum, donc c'est grâce à vous tous
Pour ce qui est de reprendre le flambeau, j'en suis très loin, c'est juste que ça me manquais ces derniers temps
Allez, je termine de charger les 74 photos et j'arrive.
byhb a écrit:j' ai oublié… j'ai ri…
C'est le but
byhb a écrit:pourtant ça doit faire mal…
Ça va, j'ai connu pire
Miko a écrit:J’ai une question: elle est bien l’acétone de chez Andros ?
Bebert a écrit:Vite !
On est capable de gueuler plus fort que des gosses hein !
Les miens je les met au coin...
Gros Ours a écrit:Toujours aussi instructif sur les petits tours de mains.
C'est chouette de reprendre le flambeau des Wip de Noël.
Ce ne sont que des idées prises sur le forum, donc c'est grâce à vous tous
Pour ce qui est de reprendre le flambeau, j'en suis très loin, c'est juste que ça me manquais ces derniers temps
Allez, je termine de charger les 74 photos et j'arrive.
-
Forgeron68 - Messages: 262
- Inscrit le: 03 Mai 2015 17:31
Re: WIP façon n'Espi!
![]() par Forgeron68 » 15 Déc 2019 21:48
par Forgeron68 » 15 Déc 2019 21:48

Dernière édition par Forgeron68 le 15 Déc 2019 23:06, édité 1 fois au total.
-
Forgeron68 - Messages: 262
- Inscrit le: 03 Mai 2015 17:31
Re: WIP façon n'Espi!
![]() par Forgeron68 » 15 Déc 2019 22:05
par Forgeron68 » 15 Déc 2019 22:05
Allez, on est reparti.
Donc pour commencer, identification de la zone toujours en contact avec la lame, afin de positionner la bille de rétention.


Je pointe, et je perce à 1.4
Bim...ici!

Mèche de 1.4, c'est p'tit...

griiiiiii...mer...j'ai oublié le lubrifiant...

C'est bon.

Je doit ensuite reporter le point sur la lame.
Pour cela, je me met en position fermée, et je maintient avec un serre joint.

Je pointe le début de la lame, je fait un zéro et règle la profondeur à 1mm.


Voala

Je passe ensuite à la fabrication des plaquettes.
Dans mon cas, du G10 noir de 6mm.

Traçage des plaquettes...grrrrr...grrrrr.…


Et découpe.

Petit système de soufflage pour évacuer la poussière lors des coupes.


Ziiiiiiiiiiiimmmmmmmmm...ziiiiiiiiiiimmmmmm...c'est bon.

Je pointe à présent aux endroits ou je doit percer pour la fixation des plaquettes.
Je ne l'ai pas fait avant car, même si j'ai un dessin, nous savons tous très bien qu'il peut y avoir des modifications en cours de prod.
C'est pour cette raison que je le fait maintenant.
Alors je vais pointer ici...

Et ici...

Comme d'hab, on maintient les pièces ensembles bla, bla, bla et on LUBRIFIE!
Mèche 1.8 pour taraudage M2 Messieurs

Hopla guet, la suite.

Je doit à présent percer les plaquettes.
Pour cela, on maintient, on perce, et on place une mèche de 1.8 dans le trou percer pour bloquer les éléments entre eux.
ATTENTION, ne pas se tromper de trous, je répète, NE PAS SE TROMPER DE TROU! Sinon c'est comme Madame, ça va gueuler!



Je doit encore percer le trou d'axe.
Pour cela, je place un pivot dans le trou d'axe de la platine, et je perce au travers avec une mèche de 2.8


C'est bon.

Ah oui, dernière chose, pensez bien à repérer vos plaquettes, ça évitera de les intervertirent et dans ce cas...

Tout de suite, la suite
Donc pour commencer, identification de la zone toujours en contact avec la lame, afin de positionner la bille de rétention.
Je pointe, et je perce à 1.4
Bim...ici!
Mèche de 1.4, c'est p'tit...
griiiiiii...mer...j'ai oublié le lubrifiant...
C'est bon.
Je doit ensuite reporter le point sur la lame.
Pour cela, je me met en position fermée, et je maintient avec un serre joint.
Je pointe le début de la lame, je fait un zéro et règle la profondeur à 1mm.
Voala
Je passe ensuite à la fabrication des plaquettes.
Dans mon cas, du G10 noir de 6mm.
Traçage des plaquettes...grrrrr...grrrrr.…
Et découpe.
Petit système de soufflage pour évacuer la poussière lors des coupes.
Ziiiiiiiiiiiimmmmmmmmm...ziiiiiiiiiiimmmmmm...c'est bon.
Je pointe à présent aux endroits ou je doit percer pour la fixation des plaquettes.
Je ne l'ai pas fait avant car, même si j'ai un dessin, nous savons tous très bien qu'il peut y avoir des modifications en cours de prod.
C'est pour cette raison que je le fait maintenant.
Alors je vais pointer ici...
Et ici...
Comme d'hab, on maintient les pièces ensembles bla, bla, bla et on LUBRIFIE!
Mèche 1.8 pour taraudage M2 Messieurs
Hopla guet, la suite.
Je doit à présent percer les plaquettes.
Pour cela, on maintient, on perce, et on place une mèche de 1.8 dans le trou percer pour bloquer les éléments entre eux.
ATTENTION, ne pas se tromper de trous, je répète, NE PAS SE TROMPER DE TROU! Sinon c'est comme Madame, ça va gueuler!
Je doit encore percer le trou d'axe.
Pour cela, je place un pivot dans le trou d'axe de la platine, et je perce au travers avec une mèche de 2.8
C'est bon.
Ah oui, dernière chose, pensez bien à repérer vos plaquettes, ça évitera de les intervertirent et dans ce cas...
Tout de suite, la suite
-
Forgeron68 - Messages: 262
- Inscrit le: 03 Mai 2015 17:31
Re: WIP façon n'Espi!
![]() par couper au couteau » 15 Déc 2019 22:29
par couper au couteau » 15 Déc 2019 22:29
Génial ce wip humoristique
Je lui demande : que fer, je m’acier ou je métal ? Elle me répond : étain et d’or
Mon blog : http://www.couperaucouteau.blogspot.be
Ma chaîne youtube : http://bit.ly/1UbEQYN
Mon instagram : https://www.instagram.com/couper_au_couteau/
Mon facebook : http://bitly.ws/KZ2t
Mon blog : http://www.couperaucouteau.blogspot.be
Ma chaîne youtube : http://bit.ly/1UbEQYN
Mon instagram : https://www.instagram.com/couper_au_couteau/
Mon facebook : http://bitly.ws/KZ2t
-

couper au couteau - Messages: 7285
- Inscrit le: 19 Fév 2016 13:31
- Localisation: Mons - Belgique
Re: WIP façon n'Espi!
![]() par Blue Dog » 15 Déc 2019 22:45
par Blue Dog » 15 Déc 2019 22:45
Bravo pour le WIP
1,8 pour tarauder en M2 c'est trop gros, il ne restera pas beaucoup de matière à tarauder. Théoriquement on devrait percer à 1,6mm (diamètre de la vis - le pas), dans la réalité en perçant à 1,7 ça passe bien et ça évite de casser les tarauds
1,8 pour tarauder en M2 c'est trop gros, il ne restera pas beaucoup de matière à tarauder. Théoriquement on devrait percer à 1,6mm (diamètre de la vis - le pas), dans la réalité en perçant à 1,7 ça passe bien et ça évite de casser les tarauds
[RECHERCHE] vieux Al Mar
-

Blue Dog - schtroumpf panier
- Messages: 6320
- Inscrit le: 01 Nov 2008 14:43
- Localisation: Hérault
Re: WIP façon n'Espi!
![]() par Forgeron68 » 15 Déc 2019 23:03
par Forgeron68 » 15 Déc 2019 23:03
Passons à présent au taraudage des platines.
Ce moment est la hantise de beaucoup d'entre nous.
C'était également la mienne, mais j'ai trouvé une technique qui est, certes un peu longue et rébarbative, mais je n'ai jamais cassé de taraud.
De plus, je m'épargne un travail à la main, donc poignet plus souple, donc plus de bières car moins de fatigue... 
Allez on est parti.
La boiboite qui va bien.

Taraud machine passe simple.

Donc, c'est quoi ma super technique flemmarde?
Comme vous l'avez constaté, je travail avec un PBD40.
Cette machine dispose d'un arrêt d'urgence assez efficace, qui stop la rotation disons assez rapidement.

Donc je place mon taraud dans le mandrin, et je l'aligne avec un trou pour qu'il puisse traverser ma pièce.

Ensuite, je vient aligner le trous de la platine avec le taraud, sans serrer l'étau.

A présent vous pouvez serrer l'étau.
Attention cependant, que le manche de l'étau ne vienne pas buter contre la machine, sinon vous allez avoir de la casse...


Pour éviter tous problèmes, veillez à ce que rien ne gène le blocage.

Tout est prêt, on lance la machine, on engage, et juste avant que le taraud ne bloque, on frappe l'arrêt d'urgence.
Et ou oublie pas le lub
Lorsque le taraud est engagé, il vous suffit de laisser travailler la machine, inutile d'accompagner, ça descend tout seul.


Il vous suffit à présent de desserrer le mandrin, laisser remonter la machine et desserrer l'étau.




Et voilà, un beau taraudage sans fatigue et sans casse

A présent vous coincez le taraud dans un étau ou même une pince étau, et vous n'avez plus qu'à sortir votre pièce.


Si je doit tarauder très près du bord de la platine, je place l'étau de la perceuse au plus près du trou, de manière à éviter une déformation.

To be continued...
Ce moment est la hantise de beaucoup d'entre nous.
C'était également la mienne, mais j'ai trouvé une technique qui est, certes un peu longue et rébarbative, mais je n'ai jamais cassé de taraud.
De plus, je m'épargne un travail à la main, donc poignet plus souple, donc plus de bières car moins de fatigue...
Allez on est parti.
La boiboite qui va bien.
Taraud machine passe simple.
Donc, c'est quoi ma super technique flemmarde?
Comme vous l'avez constaté, je travail avec un PBD40.
Cette machine dispose d'un arrêt d'urgence assez efficace, qui stop la rotation disons assez rapidement.
Donc je place mon taraud dans le mandrin, et je l'aligne avec un trou pour qu'il puisse traverser ma pièce.
Ensuite, je vient aligner le trous de la platine avec le taraud, sans serrer l'étau.
A présent vous pouvez serrer l'étau.
Attention cependant, que le manche de l'étau ne vienne pas buter contre la machine, sinon vous allez avoir de la casse...
Pour éviter tous problèmes, veillez à ce que rien ne gène le blocage.
Tout est prêt, on lance la machine, on engage, et juste avant que le taraud ne bloque, on frappe l'arrêt d'urgence.
Et ou oublie pas le lub
Lorsque le taraud est engagé, il vous suffit de laisser travailler la machine, inutile d'accompagner, ça descend tout seul.
Il vous suffit à présent de desserrer le mandrin, laisser remonter la machine et desserrer l'étau.
Et voilà, un beau taraudage sans fatigue et sans casse
A présent vous coincez le taraud dans un étau ou même une pince étau, et vous n'avez plus qu'à sortir votre pièce.
Si je doit tarauder très près du bord de la platine, je place l'étau de la perceuse au plus près du trou, de manière à éviter une déformation.
To be continued...
-
Forgeron68 - Messages: 262
- Inscrit le: 03 Mai 2015 17:31
Re: WIP façon n'Espi!
![]() par Forgeron68 » 15 Déc 2019 23:05
par Forgeron68 » 15 Déc 2019 23:05
Je passe ensuite aux vis de l'entretoise.
Par habitude, je met toujours la tête de vis côté ressort.
Me demandez par pourquoi, c'est juste une habitude.
Donc côté liner, je doit agrandir les trous pour l'entretoise de 1.8 à 2.
Désolé pour les puristes, je n'ai pas encore d'alésoir de cette taille, mais ça ne serai tarder

Oui, depuis le début je le fait systématiquement, mais j'ai oublié de le dire, après chaque opération d'usinage (perçage, taraudage, coupe...), je passe mes pièces bien à plat sur du 320.
Cela évite une sur épaisseur de matière qui pourrais "fausser" une côte, un assemblage...
On limite les risques, et ça prend 10sec.

Ensuite, une petite vis tête fraisée inox...



Je mesure la tête pour déterminer la taille de forêt adéquat afin de noyer la vis...faudra appeler la Gendarmerie après pour visicide...

Mèche 3.8


Et voilà.

J'agrandis les trous 1.8 de l'entretoise à 2

Et je fait un montage pour voir ce que ça donne.


Perfecto...
On coupe ce qui dépasse.

Et on arrase.



Petit passage au 320

Et voilà, ce sera tout pour aujourd'hui, la suite, fin de semaine prochaine

Au fait, mon doigt va bien

Allez, TCHUS!
Par habitude, je met toujours la tête de vis côté ressort.
Me demandez par pourquoi, c'est juste une habitude.
Donc côté liner, je doit agrandir les trous pour l'entretoise de 1.8 à 2.
Désolé pour les puristes, je n'ai pas encore d'alésoir de cette taille, mais ça ne serai tarder
Oui, depuis le début je le fait systématiquement, mais j'ai oublié de le dire, après chaque opération d'usinage (perçage, taraudage, coupe...), je passe mes pièces bien à plat sur du 320.
Cela évite une sur épaisseur de matière qui pourrais "fausser" une côte, un assemblage...
On limite les risques, et ça prend 10sec.
Ensuite, une petite vis tête fraisée inox...
Je mesure la tête pour déterminer la taille de forêt adéquat afin de noyer la vis...faudra appeler la Gendarmerie après pour visicide...
Mèche 3.8
Et voilà.
J'agrandis les trous 1.8 de l'entretoise à 2
Et je fait un montage pour voir ce que ça donne.
Perfecto...
On coupe ce qui dépasse.
Et on arrase.
Petit passage au 320
Et voilà, ce sera tout pour aujourd'hui, la suite, fin de semaine prochaine
Au fait, mon doigt va bien
Allez, TCHUS!
-
Forgeron68 - Messages: 262
- Inscrit le: 03 Mai 2015 17:31
Re: WIP façon n'Espi!
![]() par Forgeron68 » 15 Déc 2019 23:14
par Forgeron68 » 15 Déc 2019 23:14
Blue Dog a écrit:1,8 pour tarauder en M2 c'est trop gros, il ne restera pas beaucoup de matière à tarauder. Théoriquement on devrait percer à 1,6mm (diamètre de la vis - le pas), dans la réalité en perçant à 1,7 ça passe bien et ça évite de casser les tarauds
Pas de stress, vu les contraintes qu'il y aura sur le pas de vis, ça suffira largement.
De plus, c'est du titane, ça passera a l'aise
La raison pour laquelle je perce à 1.8, c'est que j'ai flingué toutes mes mèches de 1.6...mais ça le fait parfaitement
-
Forgeron68 - Messages: 262
- Inscrit le: 03 Mai 2015 17:31
Re: WIP façon n'Espi!
![]() par Carbo » 16 Déc 2019 10:17
par Carbo » 16 Déc 2019 10:17
Deux trois bricoles :
Pour le trou de bille dans le ricasso, je te conseille de le décaler légèrement par rapport à celui du ressort. Tu positionne ta lame en position fermée, en butée contre le stop pin et tu traces la pointe de la lame sur la platine. Ensuite, tu retires le stop pin et tu décales la pointe de la lame d'environ 1.5 mm par rapport au tracé et là tu bloques et tu perces. C'est comme ça que ta lame se fermera toute seule quand tu seras proche de la fermeture.
Pour les taraudage, faut percer à 1.6 mm. Ensuite, à la visseuse/dévisseuse, ça marche très bien et ça va beaucoup plus vite.
Je te conseille aussi de mettre un rivet en plus des vis, sur ton entretoise. Ça te garantit des ajustements bien plus précis qu'avec juste des vis.
Araser les vis ne suffit pas. Je te conseille de les diminuer un peu plus. Au fur et à mesure des ponçages et autres finitions de tes platines, plaquettes, etc … si elles sont juste arasées, elles pourront alors dépasser à nouveau, même très légèrement, et ça pourra provoquer des petits jours entre platines et plaquettes, par exemple.
My two cents,
Christophe.
Pour le trou de bille dans le ricasso, je te conseille de le décaler légèrement par rapport à celui du ressort. Tu positionne ta lame en position fermée, en butée contre le stop pin et tu traces la pointe de la lame sur la platine. Ensuite, tu retires le stop pin et tu décales la pointe de la lame d'environ 1.5 mm par rapport au tracé et là tu bloques et tu perces. C'est comme ça que ta lame se fermera toute seule quand tu seras proche de la fermeture.
Pour les taraudage, faut percer à 1.6 mm. Ensuite, à la visseuse/dévisseuse, ça marche très bien et ça va beaucoup plus vite.
Je te conseille aussi de mettre un rivet en plus des vis, sur ton entretoise. Ça te garantit des ajustements bien plus précis qu'avec juste des vis.
Araser les vis ne suffit pas. Je te conseille de les diminuer un peu plus. Au fur et à mesure des ponçages et autres finitions de tes platines, plaquettes, etc … si elles sont juste arasées, elles pourront alors dépasser à nouveau, même très légèrement, et ça pourra provoquer des petits jours entre platines et plaquettes, par exemple.
My two cents,
Christophe.
https://www.facebook.com/Christophe.Arbogast.74/
Instagram : christophe.arbogast
Instagram : christophe.arbogast
-

Carbo - Conchita
- Messages: 8858
- Inscrit le: 05 Mai 2011 13:56
- Localisation: Savoie
Re: WIP façon n'Espi!
![]() par G-M » 16 Déc 2019 10:55
par G-M » 16 Déc 2019 10:55
Forgeron68 a écrit:Blue Dog a écrit:La raison pour laquelle je perce à 1.8, c'est que j'ai flingué toutes mes mèches de 1.6...mais ça le fait parfaitement
Quand même...Il ne reste plus que 0.1mm au rayon de prise de filet. C'est l'épaisseur d'une feuille de papier hein.
Sachant qu'une vis M2 ne fait pas 2mm mais un poil moins, la prise entre la pointe du filet de la vis et le filet dans la platine se compte en centièmes.
Sachant aussi que les vis que tu utilises sont certainement en inox et donc relativement molles.
Sachant aussi que dans ce genre de montage on ne respecte absolument pas les longueur minimale d'implantation des vis.
Ca fait beaucoup à mon goût.
-

G-M - honky Tonc-man
- Messages: 24513
- Inscrit le: 28 Aoû 2012 07:52
- Localisation: Jean Paul Sarthe
Re: WIP façon n'Espi!
![]() par Nicolas KOWAL » 16 Déc 2019 12:31
par Nicolas KOWAL » 16 Déc 2019 12:31
+ 1 avec mes 2 camarades...
Sauve un arbre, mange un castor!
https://www.facebook.com/LaForgeK/
https://www.laforgek.fr
https://www.instagram.com/nicolas_kowal_coutellerie/
sur Neoczen: https://forum.neoczen.org/viewtopic.php?f=11&t=35552
https://www.facebook.com/LaForgeK/
https://www.laforgek.fr
https://www.instagram.com/nicolas_kowal_coutellerie/
sur Neoczen: https://forum.neoczen.org/viewtopic.php?f=11&t=35552
-

Nicolas KOWAL - Messages: 780
- Inscrit le: 21 Mai 2018 09:40
- Localisation: Réméréville, Lorraine, France
Re: WIP façon n'Espi!
![]() par Forgeron68 » 18 Déc 2019 15:42
par Forgeron68 » 18 Déc 2019 15:42
merci au protagoniste pour leurs conseils avisés
Tu décale la lame vers le bas ou vers le haut par rapport au stop pin
Déjà fait, après avoir claqué 2 tarauds machine j'ai arrêté ça fait mal au QQ le taraud M2 en tarif...
C'est ma technique, après, à chacun de faire le choix de la sienne
Je note
Néanmoins, je pense que ça fonctionne bien comme ça aussi, je veut dire, beaucoup d'entre nous font ce montage sans cela...
Après il est certain que cela fait un point d'accrochage supplémentaire, donc rigidifier la liaison.
Je note également.
OK avec ça
Pas tout à fait d’accord...
Vis M2 et taraud ont tous les deux des tolérances H6 soit +/-6microns d'écart, donc pour moi, négligeable.
Le soucis va bien sûr être la surface de contact entre ma vis et mon taraudage c'est certain, il va rester légèrement moins de 1/10, mais sans contraintes ça va le faire.
Et si vraiment je le souhaite, au moment du montage, je lui balance une goutte de Loctite rouge et c'est bon
Attention, je suis entièrement d'accord qu'il faille percer à 1.6, c'est la norme.
Les vis sont en inox A2.
Ne connaissant pas la suite de la dénomination, je part sur une résistance à la traction de 21 daN/mm² soit la plus basse de tous les inox (Source futura-sciences.com Inox A2 Q. 50 : 21 daN/mm²) soit 21kg/mm² ...tout est relatif...je ne pense pas qu'on puisse à la main serrer à cette valeur...
Pas d'accord sur ce point
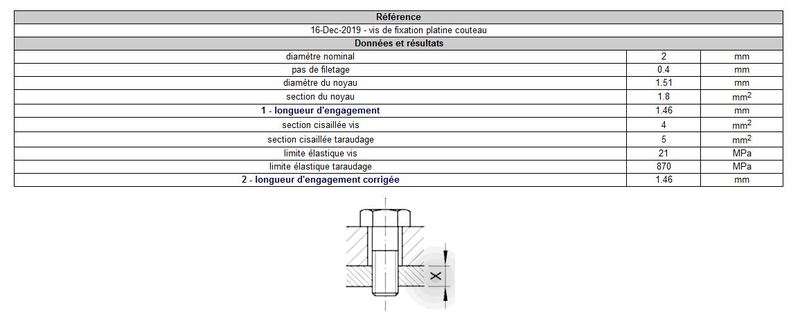
Sachant que mon titane fait 1.5mm, que je pense enlever 0.2 ou 0.3...
Au final, oui, j'ai tout faux en perçant à 1.8, mais dans ce cas, je considère que les pièces n'exercerons pas de contrainte sur les vis.
Néanmoins, la norme est claire, taraud M2=perçage 1.6
Carbo a écrit:Pour le trou de bille dans le ricasso, je te conseille de le décaler légèrement par rapport à celui du ressort. Tu positionne ta lame en position fermée, en butée contre le stop pin et tu traces la pointe de la lame sur la platine. Ensuite, tu retires le stop pin et tu décales la pointe de la lame d'environ 1.5 mm par rapport au tracé et là tu bloques et tu perces. C'est comme ça que ta lame se fermera toute seule quand tu seras proche de la fermeture.
Tu décale la lame vers le bas ou vers le haut par rapport au stop pin
Carbo a écrit:Ensuite, à la visseuse/dévisseuse, ça marche très bien et ça va beaucoup plus vite.
Déjà fait, après avoir claqué 2 tarauds machine j'ai arrêté
C'est ma technique, après, à chacun de faire le choix de la sienne
Carbo a écrit:Je te conseille aussi de mettre un rivet en plus des vis, sur ton entretoise. Ça te garantit des ajustements bien plus précis qu'avec juste des vis.
Je note
Néanmoins, je pense que ça fonctionne bien comme ça aussi, je veut dire, beaucoup d'entre nous font ce montage sans cela...
Après il est certain que cela fait un point d'accrochage supplémentaire, donc rigidifier la liaison.
Carbo a écrit:Araser les vis ne suffit pas. Je te conseille de les diminuer un peu plus. Au fur et à mesure des ponçages et autres finitions de tes platines, plaquettes, etc … si elles sont juste arasées, elles pourront alors dépasser à nouveau, même très légèrement, et ça pourra provoquer des petits jours entre platines et plaquettes, par exemple.
Je note également.
G-M a écrit:Quand même...Il ne reste plus que 0.1mm au rayon de prise de filet. C'est l'épaisseur d'une feuille de papier hein.
OK avec ça
G-M a écrit:Sachant qu'une vis M2 ne fait pas 2mm mais un poil moins, la prise entre la pointe du filet de la vis et le filet dans la platine se compte en centièmes.
Pas tout à fait d’accord...
Vis M2 et taraud ont tous les deux des tolérances H6 soit +/-6microns d'écart, donc pour moi, négligeable.
Le soucis va bien sûr être la surface de contact entre ma vis et mon taraudage c'est certain, il va rester légèrement moins de 1/10, mais sans contraintes ça va le faire.
Et si vraiment je le souhaite, au moment du montage, je lui balance une goutte de Loctite rouge et c'est bon
Attention, je suis entièrement d'accord qu'il faille percer à 1.6, c'est la norme.
G-M a écrit:Sachant aussi que les vis que tu utilises sont certainement en inox et donc relativement molles.
Les vis sont en inox A2.
Ne connaissant pas la suite de la dénomination, je part sur une résistance à la traction de 21 daN/mm² soit la plus basse de tous les inox (Source futura-sciences.com Inox A2 Q. 50 : 21 daN/mm²) soit 21kg/mm²
G-M a écrit:Sachant aussi que dans ce genre de montage on ne respecte absolument pas les longueur minimale d'implantation des vis.
Pas d'accord sur ce point
Sachant que mon titane fait 1.5mm, que je pense enlever 0.2 ou 0.3...
Au final, oui, j'ai tout faux en perçant à 1.8, mais dans ce cas, je considère que les pièces n'exercerons pas de contrainte sur les vis.
Néanmoins, la norme est claire, taraud M2=perçage 1.6
-
Forgeron68 - Messages: 262
- Inscrit le: 03 Mai 2015 17:31
53 messages • Page 2 sur 4 • 1, 2, 3, 4
Qui est en ligne ?
Utilisateurs parcourant actuellement ce forum : Aucun utilisateur inscrit et 1 invité